从设计到印刷包装的距离有多远,大概就是以下这些基础知识的距离。今天,极彩就和大家分享下关于印刷包装的一些基础知识,帮助大家顺利实现生产与设计的无缝对接。
出血
出血的目的是为了保证模切的准确,普通纸张一般为3mm,瓦楞一般为5-7mm。由于设计和拼版的失误,出血可以少点,但必须保证1.5mm以上。

烫金烫银最小尺寸
一般要保证在0.3mm,如果你技术好可以做到0.1-0.2之间。

大度纸、正度纸、特规纸
大度纸是指尺寸为1194*889的纸张,正度为1092*787,特规纸张是指特殊规格的纸张,一般纸厂都将纸切割成大度正度,或者根据客户的需要切成特殊规格的纸张。
此外,印刷厂光边后的大度一般为1190*880,正度为1090*780.如果设计失误或者要求版面特殊必须事先告知极彩,否则生产的产品就会出现误差。

胶印用多少线印刷
常规为175线。也有低至150线或高至250线的。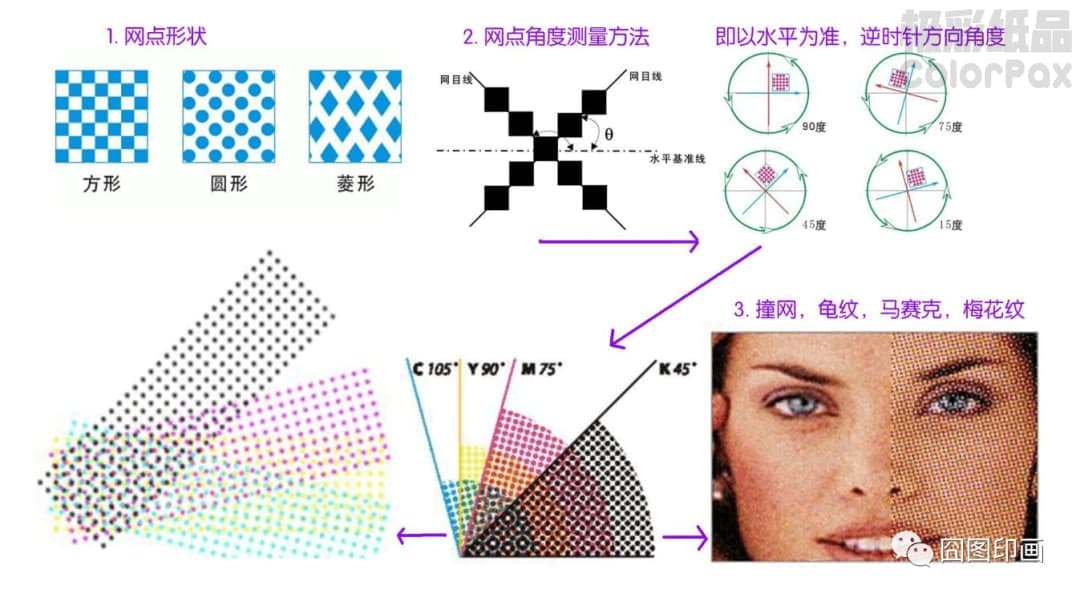
专色、四色
专色是指特定的颜色,专色在印刷时,不是通过印刷C、M、Y、K四色合成的颜色,而是专门用一种特定的油墨来印刷的颜色。专色油墨是由印刷厂预先调配好或油墨厂直接生产的。对于印刷品的每一种专色,在印刷时都有专门的一个色版对应。使用专色可使颜色更准确。如极彩经常印的:专金,专银,等等。
四色是指CMYK模式印刷颜色。

用于印刷的分辨率
正常为300DPI。当然越高印刷越为清晰。
柔印
目前我国柔印产品处于很低的层次,印刷品质量多以低、粗、简为主,极彩纸品认为多色套印的精细度还有待提高;同时,应用范围较小,主要印刷文字线条和实地,网点活印得不是很多。
柔印一般都是用水性油墨,无味。限制柔印的应用和发展,除了设备和技术上的问题外,另一个主要的原因在于设计人员不了解柔印技术的特点,导致设计和印刷之间缺乏沟通,不能充分发挥柔印的优势。
柔印在设计时,应当避免如下方面:
● 避免设计太小的文字及太细的线条;
● 避免两色或多色的线条及文字套印;
● 避免设计细小的反白文字及线条;
● 避免图片高光断网或1%的小网点;
● 避免在photoshop等位图软件中设计文字或线条;
● 避免沿印刷滚筒水平方向设计宽而长的实地和渐变;
● 除非特殊要求,避免将大面积实地与网点及细小文字做在同一版面上,避免操作软件的不统一。

补漏白
即做套印补边,胶印一般都是0.04-0.07mm之间,柔印看机器,一般都比较大。
黑色是否全部压印其他颜色
不一定,具体看黑色的面积,一般文字极彩都是直接做叠印的,遇到面积大的就一样要做补漏白。
遇到大面积的黑色怎么做
大面积的黑色下面最好垫一个30-40之间的C色,或者相近的30-40的深色也可以,因为从理论上讲黑色压任何颜色等于黑色。

目的是防止印刷不够黑和出现小白点。
什么是菲林
这里以黑白菲林为例。菲林的英文名称是film,是薄膜或胶卷的意思。和拍照用的胶卷类似。

是用作纪录影像的重要媒介,将图文分色制作好,再由出片机将极彩分好的颜色一色一色的传递到一张张胶卷上,每一个胶卷上的颜色是单一的,比如有CMY三个颜色就需要出三张单色菲林片。
条码
有EAN(13位,最后一位为自动生成)和UPC(12位)两种类型。
有专门的条码软件。条码放大系数在80%-200%之间。条码左右的空白区EAN左3.63mm右2.31mm,空白区只能大不能小,UPC左右一样,为大于2.97mm。

在颜色搭配上应该反差大,尽量用白底黑条,金银卡纸下应垫一白色。如果要将条码缩短,极彩建议至少保留原比例的三分之二以上。字体非强制性为推荐。所放的位置视情况而定,所放区域离压痕线最好不要小于8mm。
印刷效果及后道加工效果
这里极彩纸品介绍几种常见的效果:
A. 磨砂:处理成一种凹凸不平的一种砂岩颗粒的感觉。
B. 烫:烫的东西很多,大家平时很容易见着,如有烫金,烫银,烫镭射等等。

C. 上光,也称为“罩光”或“涂膜”,是一种在印刷品表面涂上一层无色透明涂料的印刷后加工技术。这层涂料可以是水性的、油性的或是UV(紫外线固化)的,其主要目的是保护极彩印刷品的图案,增强耐磨性、防水性和美观性。
D. 凹凸:给简单的图文一种立体的效果,有普通与立体之区分,立体效果更为漂亮。

E:覆膜:在产品表面上覆上薄薄的膜以达到保护图文防水优美的效果。有光膜和哑膜等。
其他

● 在设计的时候,不光要考虑出血,还要考虑机器纵向的咬口,下单的时候还要注意纸张的丝向。
● 当有一个颜色几乎为满版时,那么请将模切掉的部分尽量填为这个颜色,以防止鬼影。
● 在纸张容许的情况下请为每一个颜色做一条不小于4mm的色带。
● 给每个颜色加一个色标,特写是专色,这样的目的是为了让其他人看清楚。
● 另外极彩要提醒的虽然比较简单但却非常重要且常有人犯这样的错误:白色图文不要叠印,文字要记得转曲线。
- END -










 极彩服务号
极彩服务号 极彩小程序
极彩小程序